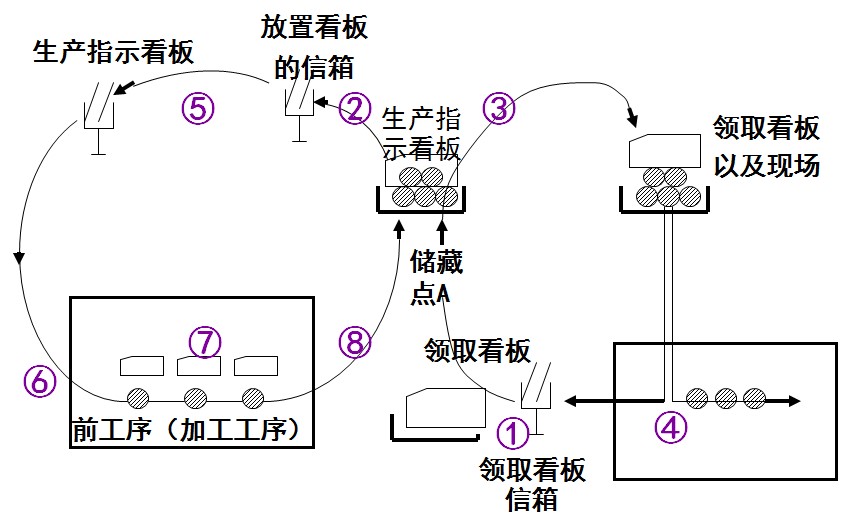
看板:连接全部工序而与最终工序同步化
D、看板的种类及作用
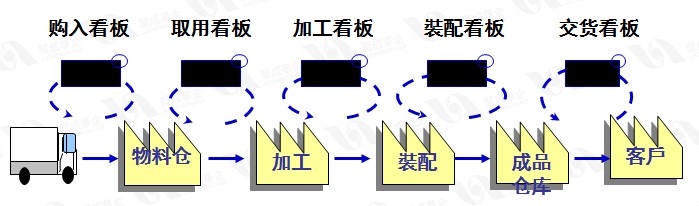
(1)一般看板:成品交货看板;成品领取看板;成品装配看板;零件取用看板;零件加工看板;在制品信号看板;零件购入看板。
(2)特殊看板
a.临时看板
目的:为了不影响前工程或后工程而在一定的时间,先行生产储存的情况下,作为追加部分的一种看板,只悬挂在追加数量上。
事例:1)调整客户差异工作日;2)设备定期检查、保养。
运用:1)与一般看板明确的区分(理由及时间);2)领取数量增大时;3)临时看板只用一次。
b.限定看板
目的:1)使用于未来难以预测的生产;2)只有此种看板是由前工程以前推式生产;3)看板被取下后,发行人立即收回。
事例:1)新产品试作,初期生产限定生产数量时;2)单发品、售服件等限于一次生产时。3)因设计变更而停产,生产最终数量时间;4)难以预测产品之预估量时;5)生产补修品时。
运用:1)与一般看板明确的区分(理由及加工日);2)以一张通行看板指挥工程动作;3)限定看板只用一次。
c.各类看板的作用
d.红色看板箱
1)当拿着看板至前工程领取不到物品时,将看板放入红色看板箱,一切生产以放在红色箱子中的物品为优先(异常管理);
2)看板放入红色箱子固然是问题,但没有放入的情况下,问题更严重。
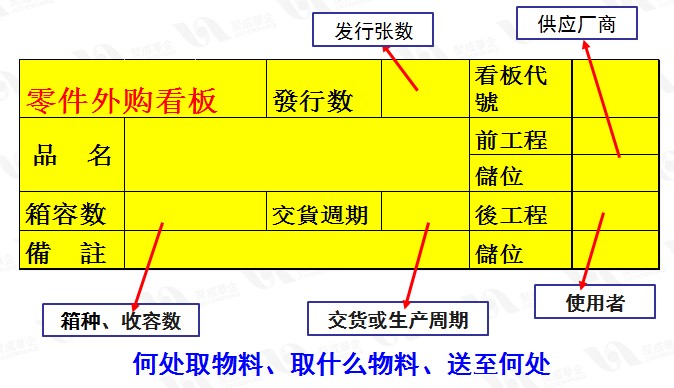
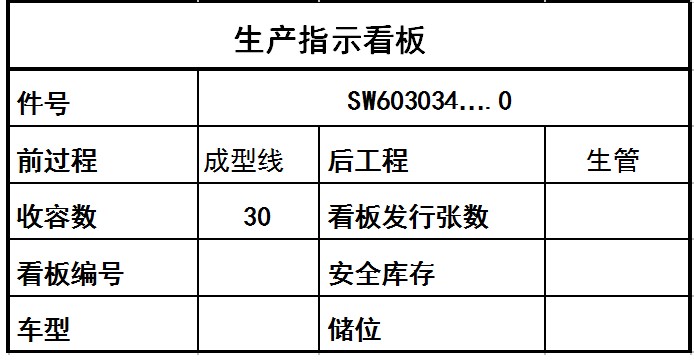
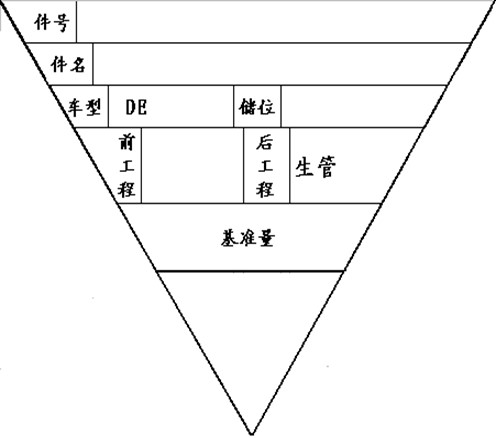
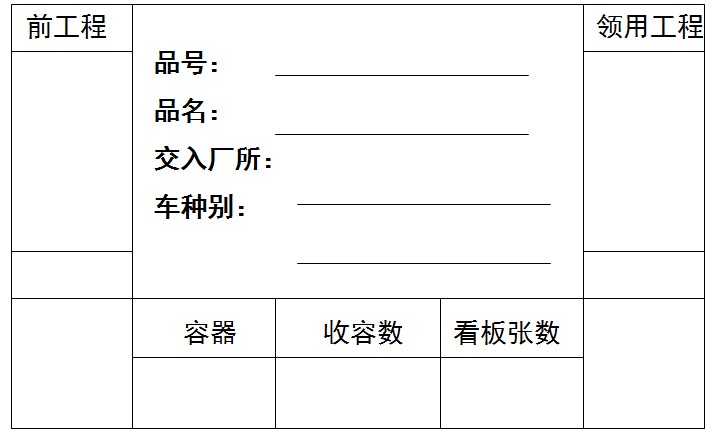
e.看板的格式